Tjänster för snabba prototyper för fordonsbelysning
Ledande tillverkare av Rapid Prototyping för fordonsbelysning i Kina
Rapid prototyping innebär snabb produktion av fysiska delar, modeller och monteringsdelar i små mängder med hjälp av teknisk plast eller metall. Det är en populär metod inom fordonsindustrin, medicinteknik, produktutveckling och industridesign.
Rapid prototyping är det bästa sättet att verifiera utformningen av din nya plastprodukt, som är utformad med hjälp av 3D-datorstödd konstruktion (CAD), som UG, CATIA, Solidworks, Auto CAD osv. Det är ett exempel på din nya produkt som du planerar att tillverka i en stor mängd. Du kommer att spendera kort tid och göra en mycket låg investering för att göra snabba prototyper, som kan stämma mycket väl överens med slutprodukten, därför kan du känna skillnaden mellan din design och den verkliga produkten innan du tillverkar i stor mängd.
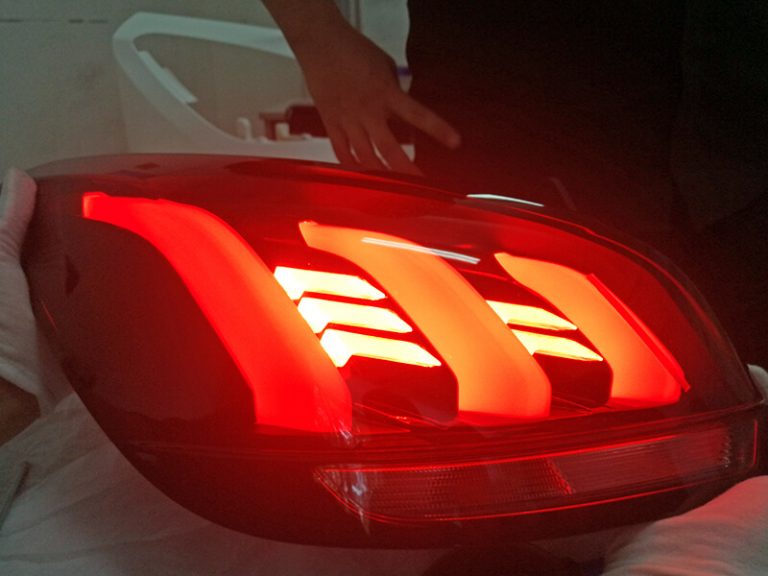
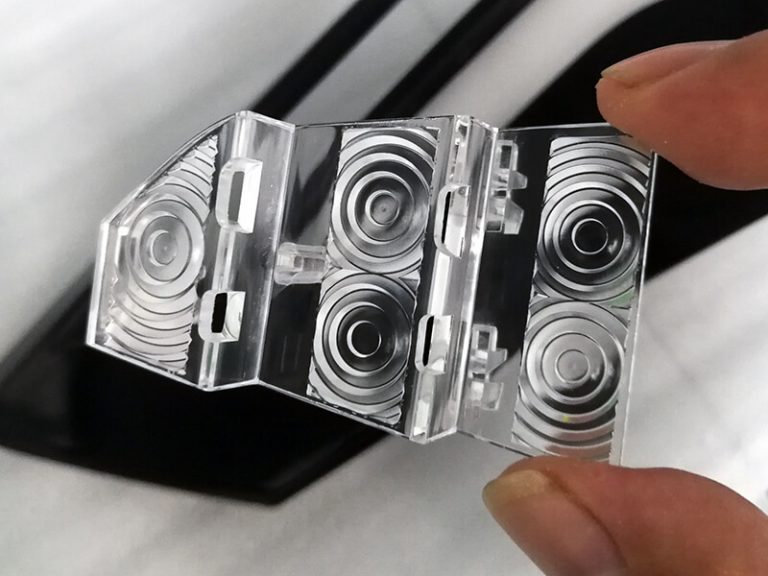
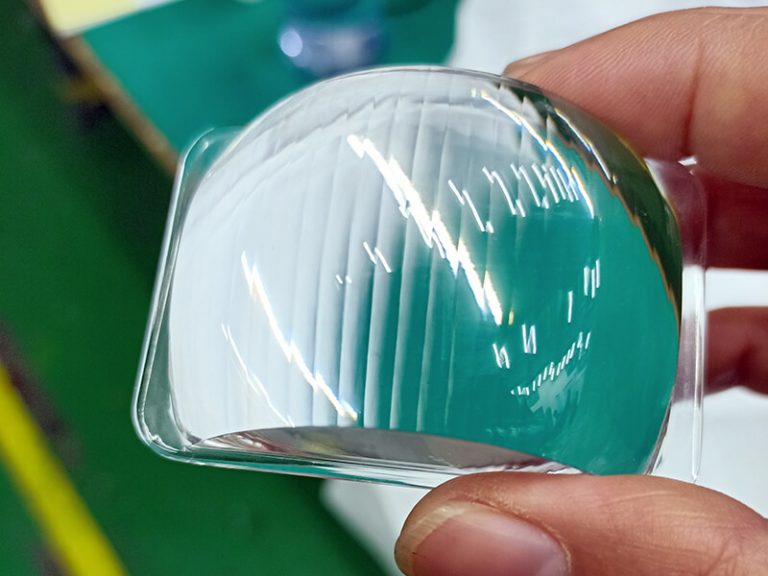
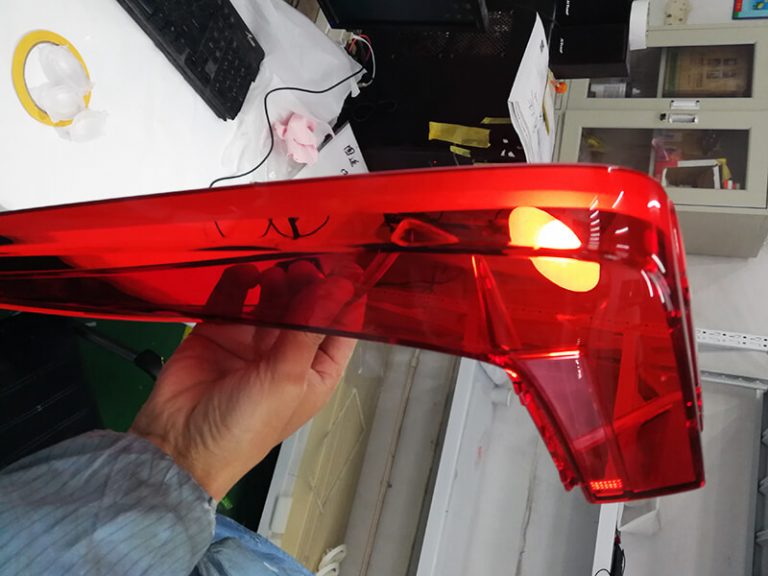
Snabba prototyper för fordonsbelysning tillverkas av teknisk plast, t.ex. polykarbonat (PC), plexiglas (PMMA), ABS, polyetylen (PE), polyformaldehyd (POM), PEEK osv. De flesta prototyper för fordonsbelysning är klara optiska delar tillverkade av transparent akryl (PMMA) och polykarbonat (PC), t.ex. lamplinser för fordonsbelysning, ljusledare eller externa produktkomponenter, displayer osv.
UVPLASTIC har mer än 15 års erfarenhet av snabba prototyper för bilbelysning. Idag har vi vuxit till att bli en ledande leverantör i Kina, våra kunder är tillverkare av bilbelysning, FoU-företag och biltillverkare som Audi, Volkswagen, Volvo, Chevrolet, Citroen, Infiniti, Peugeot, Buick, osv.
Integrerad Bearbetningslösning För Snabb Prototyptillverkning För Fordonsbelysning

CNC-tjänster för snabba prototyper
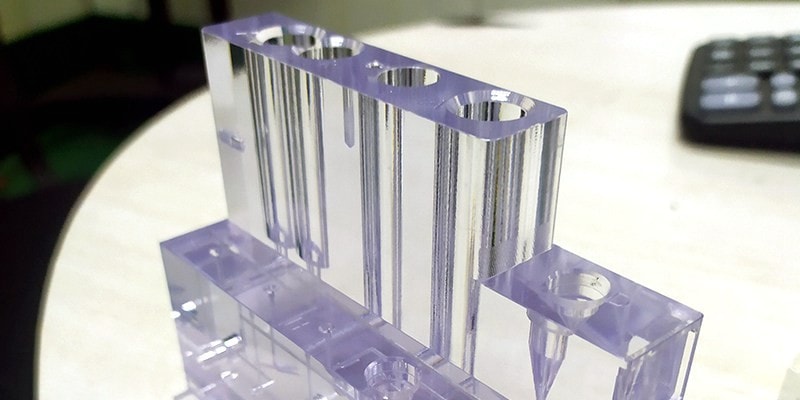
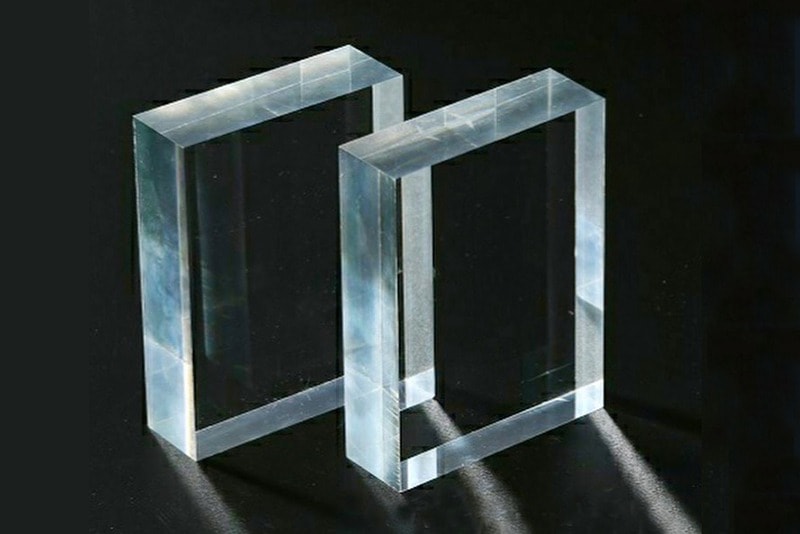
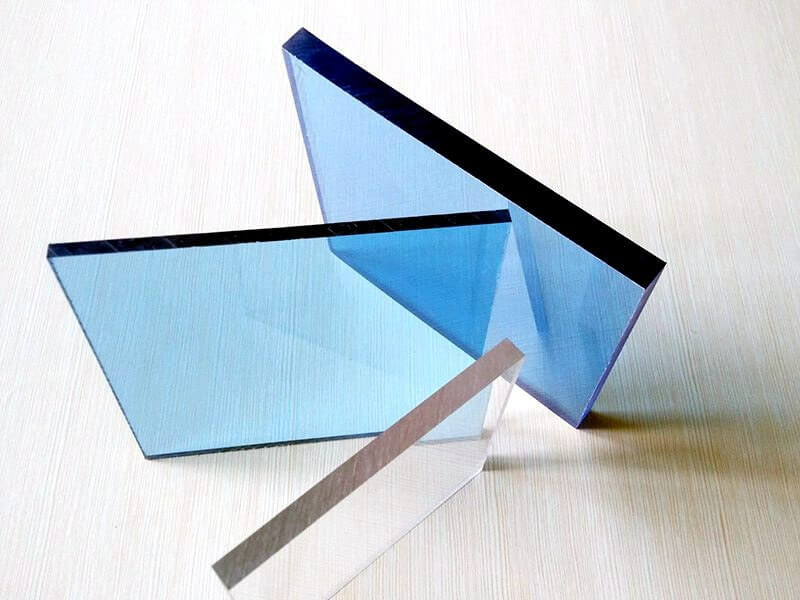
CNC snabb prototyping är en precisionsbearbetningsprocess för att skapa prototypdelar av hög kvalitet för delar av fordonsbelysning som är under utveckling i små mängder, de populära behandlingsteknikerna är CNC-fräsning/snidning, CNC-svarvning etc. CNC-bearbetade prototyper tillverkas av samma material som din produkt som kommer att tillverkas i en större mängd med hjälp av produktionsteknik som formsprutning. Normalt använder vi fasta material, t.ex polykarbonatskivor, plexiglasskivor, akrylblock, plexiglasstavar, och vissa metaller, t.ex. aluminium. Med poleringsytan kan du få fantastiska prototyper för fordonsbelysning med utmärkta optiska egenskaper.
Det är den bästa lösningen för skräddarsydda plastprototyper, t.ex. automatljus, och kan uppfylla dina specifika krav, inklusive samma material som dina nya produkter, snäva toleranser, komplexa geometrier och snabb leverans.
UVPLASTIC började 2006 att producera snabbprototyptjänster för globala tillverkare av fordonsljus. Med utmärkta CNC-prototypframställningsmöjligheter tillhandahåller vi mycket exakta plastdelar och funktionella prototyper för mer än 1200 kunder från 40 länder.
Vanliga frågor
Lär dig mer om CNC-bearbetningsteknik för snabba prototyper eller säg bara hej till oss.
Vakumgjutning för snabba prototyper
Vakumgjutning är en snabb och ekonomisk prototyptillverkningsprocess för plastprototyper och nya funktionella prototyper, även känd som ”uretangjutning”. De viktigaste materialen för vakumgjutformar är silikon och polyuretan. De flesta prototypleverantörer gillar denna process, eftersom vakumgjutningsprototyper är kostnadseffektiva, resulterar i snabba leveranser och har ett brett utbud av material/färger samt utmärkt ytkvalitet. Vakumgjutning av snabbprototyper är det bästa valet för prototyper av fordonsbelysning, produkttester före lansering, små serier av höljen och kåpor, konceptmodeller.
Tekniska Specifikationer För Vakumgjutning Av Snabbprototyper
| Nummer. | Artikel | Beskrivning |
|---|---|---|
| 1 | Max. Delstorlek | 2000x1200x1000 mm |
| 2 | Min. Väggtjocklek | 1mm; Föreslagen väggtjocklek är från 1,5 till 2,5 mm. |
| 3 | Tolerans | ±0.1mm/100mm |
| 4 | Prototyp kvantitet av silikonform | Från 20 till 40 exemplar för varje silikonform |
| 5 | Ledtid | En vecka enligt 50 exemplar |
| 6 | Alternativ för ytan | Färgad, texturerad, frostad, elektroplåtmålad, polerad |


Hur Fungerar Vakumgjutning/uretangjutning?
Är du intresserad av vakumgjutning av snabba prototyper för fordonsbelysning och vill ha en snabb offert?


3D-utskrivna snabbprototyper för fordonsbelysning
3D-utskrift är en additiv tillverkningsteknik som utvecklades på 1980-talet, även känd som rapid prototyping. Tekniken fungerar genom att lägga lager på lager av material för att bygga upp ett komplett objekt. 3D-utskriftstekniken kan skapa ett fysiskt objekt från en digital modellfil, den gjorde det möjligt för företag att utveckla prototyper snabbt och mer exakt än med andra metoder. Därför spelar den en viktig roll för prototyper för fordonsbelysning.
3D-utskrift omfattar en rad olika tekniker för snabba prototyper, men vi använder två av dem för prototyper för fordonsbelysning, inklusive 3D-utskrift med stereolitografi (SLA) och 3D-utskrift med selektiv lasersintring (SLS).
UVPLASTIC har mer än 15 års erfarenhet av snabba prototyper för bilbelysning i Kina och har 12 professionella ingenjörer för 3D-utskriftstjänster som kan hjälpa dig med dina snabba prototyper. Som ledande leverantör av 3D-utskriftstjänster och snabba prototyper för bilbelysning i Kina vet vi mer om material och bearbetningsteknik.
Tekniska specifikationer för 3D-utskrift av snabbprototyper
Har du fortfarande frågor om 3D-utskrift av snabba belysningsprototyper för bilar?
| Nummer. | Artikel | Beskrivning |
|---|---|---|
| 1 | Max. Arbetsområde | SLA: 1700 x 800 x 600 mm SLS: 680 x 360 x 560 mm SLM: 160 x 160 x 100 mm |
| 2 | Standard skikttjocklek | SLA: From 0.05 to 0.15 mm SLS: From 0.05 to 0.2 mm SLS: From 0.02 to 0.1 mm |
| 3 | Allmänna toleranser | SLA: 0.05 mm SLS: 0.1 mm SLM: 0.03 mm |
| 4 | Hiss Precision | ±0.01mm |
| 5 | Materialfärger | Transparent; Genomskinlig; Opaque: Vit, Grå, Svart, Ljusgrön, Brun, Gul |
| 6 | Utmärkt värmebeständighet | Mjölkvit (260 ℃), genomskinlig röd (130 ℃) |
| 7 | Metallpulver | Titanlegering (TC4); Aluminiumlegering (AISi10Mg); Stål för matrisblock; |
| 8 | Ledtid | 5 arbetsdagar |
Vad är 3D-utskrift med stereolitografi (SLA)?
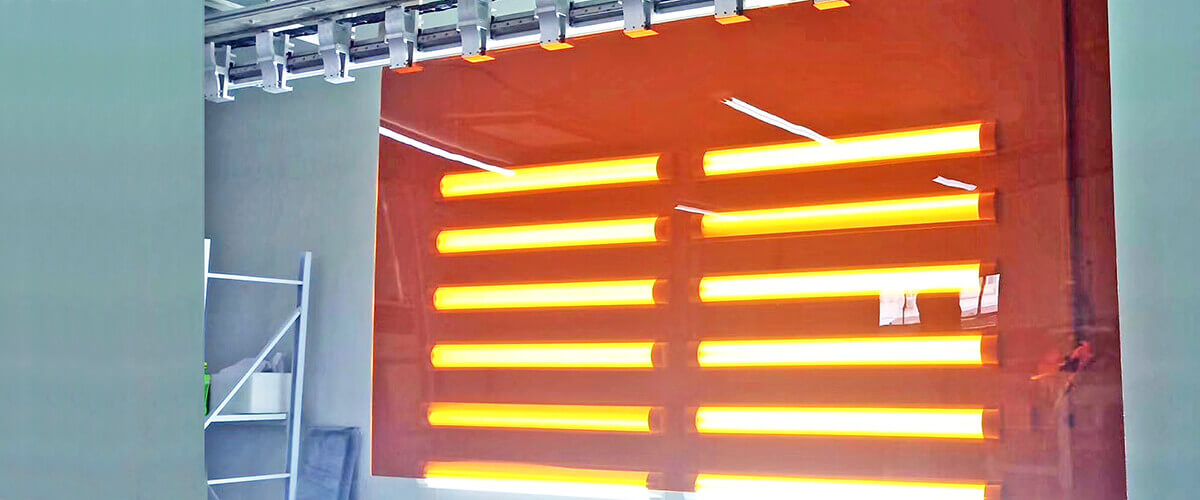
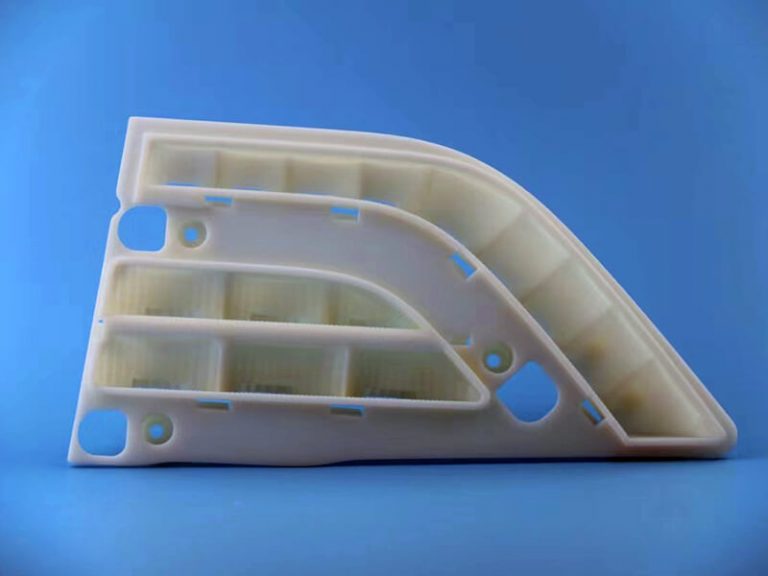
Stereolitografi (SLA) är en additiv tillverkningsprocess som använder ultraviolett (UV) ljus på flytande fotopolymermaterial, t.ex. ABS, PP, PC, keramik osv. Den bygger snabba prototyper lager för lager, som utformas med hjälp av CAD-programvara (Computer-aided design). Prototypernas bärande struktur kan byggas upp under utskriften och kan avlägsnas manuellt när delarna är färdiga.
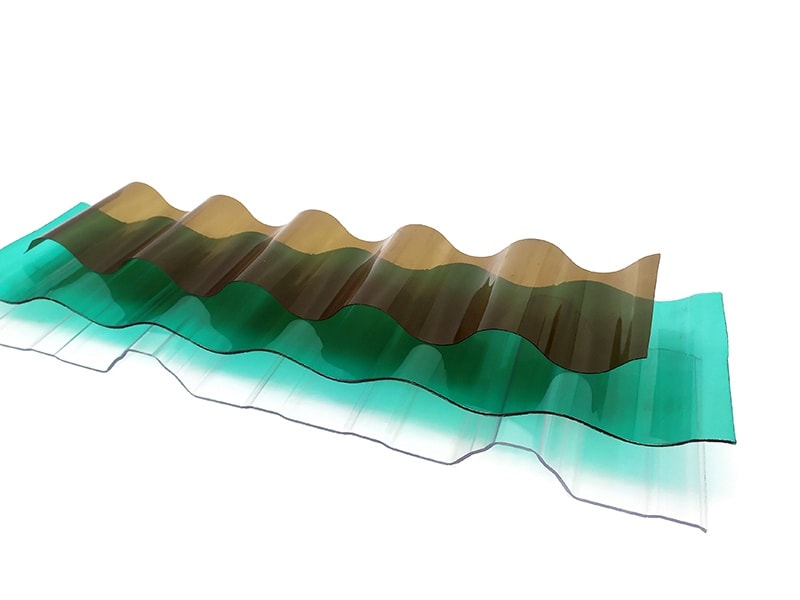
De snabba prototyperna tvättas med lösningsmedel för att avlägsna ohärdade flytande material, och sedan stelnar prototyperna i en UV-ljusugn. Färgen på prototyperna kan vara transparent, genomskinlig eller ogenomskinlig, t.ex. vit, svart, grå, grön, bärnstensfärgad osv.
Med ett bredare urval av material är SLA alltmer populärt för komplexa plastprototyper. Ytan på den slutliga delen kan också präglas och graveras enligt kundernas krav. SLA är en mycket populär tillverkningsprocess för bilindustrin.



Vad är selektiv lasersintring (SLS) 3D-utskrift?
Om du fortfarande har frågor om SLA 3D-utskrift hjälper vi dig gärna.
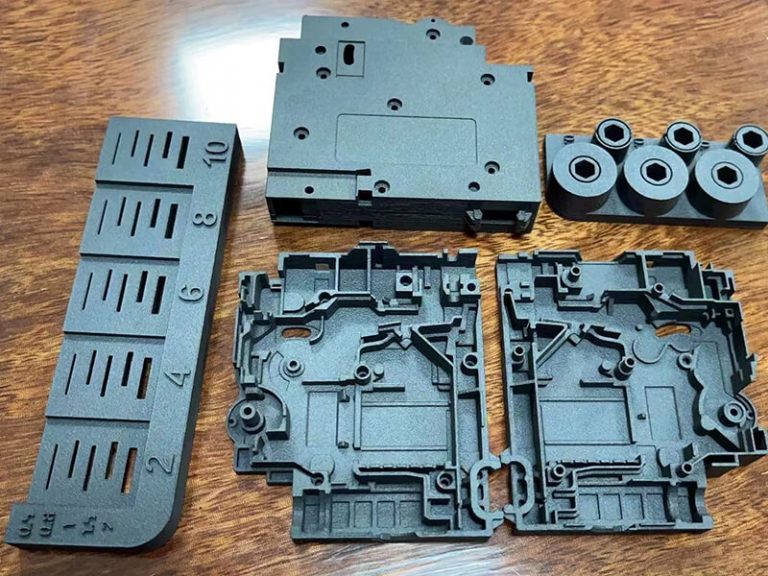
SLS 3D-utskrift är en annan additiv tillverkningsprocess där man använder pulvrigt råmaterial, inklusive teknisk plast (Nylon, PA, PS, PAEK), metall, keramik, glaspulver osv. Det pulveriserade råmaterialet placeras i en behållare, en laser sintrar och smälter det pulveriserade materialet och bygger sedan upp en del lager för lager i enlighet med de delar som utformats med hjälp av CAD-programvara (datorstödd konstruktion) eller genom att skanna verkliga delar.
Den största fördelen med SLS är att den inte behöver någon stödstruktur. Det osintrade pulvret ger detaljen allt nödvändigt stöd. Därför kan SLS användas för att skapa friformiga geometrier som är omöjliga att tillverka med någon annan metod. I övrigt erbjuder SLS en stor bindningsstyrka mellan skikten.
Det råder ingen tvekan om att SLS-utskrifter har blivit en utmärkt tillverkningsprocess för bilindustrin.